
NAKANISHI(中西)一拖四高频铣|产品功能
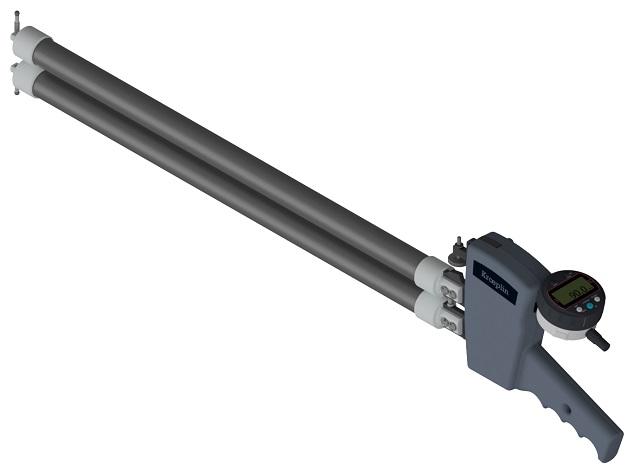
中西nakanishi一拖四高频铣多路切换功能
.jpg")
一、单控四轴分时启停,省控本
一台msiy-B80控制器,外接 4 支高频铣动力头,系统按机床 M 代码 / IO 信号自动轮换启动任意 1 支主轴,其余 3 支待机;替代 4 台独立控制器方案,大幅缩减采购、接线、设备安装空间成本,比单轴配置节省 60% 电控投入。
四轴分刀原位加工,免停机换刀
4 支主轴预装 4 种不同规格刀具(粗铣刀、精铣刀、微孔钻头、去毛刺研磨头),工件多工序加工时,机床程序自动切换对应主轴工作,省去人工拆换刀具、主轴拆装耗时,缩短换刀等待 80% 工时,复杂微型零件一次装夹全工序成型。
二、单支高频铣精密加工功能(4 支主轴通用性能)

1. 高速变频调速加工
转速区间1000~80000rpm 无级可调,E3000 控制器面板 / 机床 RS485 通讯双模式设定转速;适配微孔钻孔、微细铣槽、端面去毛刺、PCB 分板、微小轮廓精雕多工艺。
无刷直流电机 + 进口陶瓷轴承,主轴前端径向跳动≤1μm,批量加工尺寸公差稳定 ±0.003mm,加工光洁度可达 Ra0.18μm,满足医疗配件、航空微型件、钟表零件、石墨、铜铝精密加工。
2. 内置气冷恒温 + 全链路保护
空气强制内冷:主轴内部通压缩空气循环散热,长时间连续运转温升≤±1℃,抑制热变形,保障长时间高精度稳定加工;无需水冷机组,减少配套辅机占地。
多层故障保护(控制器集成)
过流、过载、堵转、缺气、超温自动停机报警;实时监测主轴负载,异常信号反馈机床系统,避免撞刀、烧主轴,支持故障代码弹窗溯源。
3. 夹持与换刀适配
标配 ER/CH 高精度筒夹,常规夹持 φ0.5~4.0mm 直柄刀具;手动快换夹头,刀具拆装便捷,4 支主轴可分别固定不同规格刀具,长期不用频繁换夹头。
三、电控联动与自动化通讯功能
IO 端子对接机床:控制器外接数控系统 IO 信号,由走心机 / CNC 系统程序自动下发指令,实现 4 轴全自动顺序切换,全程无需人工手动启停主轴,适配全自动流水线生产。
RS485 总线通讯:可接入机床 PLC,上位机远程读取转速、运行时长、故障数据,适配智能化产线数据采集、设备稼动统计。
参数分组记忆:控制器可存储 4 组独立转速参数,4 支主轴各自保存专属工艺转速,切换主轴自动调取对应参数,不用反复改参数。
四、气源与环境适配功能
标准化气源适配:主轴用气洁净度遵循 ISO8573,过滤精度≥5μm,工作气压 0.3~0.5MPa;前端可接吹扫气,加工同步吹除切削碎屑,防止粉尘侵入轴承。
狭小空间安装:主轴外径 φ20/φ22/φ30 紧凑型机身,可直接安装走心机排刀座、背轴、动力刀塔、自动化工装,老旧设备低成本改装升级高速精加工能力。
五、应用加工工艺(4 轴分工典型场景)
1 号轴:粗铣开槽(大刃径、中低转速)
2 号轴:微细精铣成型(高转速高光洁)
3 号轴:微小深孔钻削(0.1~1mm 微孔)
4 号轴:边角毛刺研磨、去毛刺
适用材质:铜、铝、不锈钢、钛合金、石墨、PCB 板材、工程塑料、陶瓷小件。
六、维保与附加功能
陶瓷轴承长效免注油:密封油脂终身润滑,日常仅需清洁夹头,维护周期 18 个月,降低售后维保成本;
待机休眠节能:未启用的 3 支主轴自动断电休眠,减少空载耗电与轴承空转磨损,延长整机寿命。


同类文章排行
- 走心机专属|中西NAKANISHI高频铣一拖三/一拖四
- NAKANISHI(中西)一拖四高频铣|产品功能
- 铝合金钻1X20mm不断刀秘籍——加装中心出水主轴
- 普通国产走心机,加装8万转高频铣到底能干什么活?
- 机器人打磨用什么主轴? 优选Msiy浮动主轴
- 中西nakanishi微型气动主轴MSS-2506RA
- 《论语》启示:"近者悦,远者来",企业长久立足根本
- 珠宝首饰雕刻为什么要选择微型直角电主轴?
- NAKANISHI手动快速换刀主轴NRR-3060应用场景
- 紫铜钻0.9mm微孔如何避免粘刀、堵孔?
最新资讯文章
您的浏览历史

